Elettromeccanica Giordano Colombo, produzione di elettromandrini asincroni trifase e teste elettrobirotative
Velocità e Avanzamento
Una non corretta velocità dell'elettromandrinoè un errore comune nella lavorazione a CNC. Generalmente ogni materiale ed ogni tipo di lavorazione richiedono un profilo dell'utensile e una velocità di taglio ottimali. Utensili dal diametro più largo richiedono velocità più ridotte. Utensili dal diametro più ridotto richiedono velocità più elevate.
La velocità dell'elettromandrino ed il rateo di avanzamento per un determinato materiale, devono essere scelti puntando alla miglior qualità del lavoro ed alla vita dell'utensile e dell'elettromandrino.
La velocità è controllata da un convertitore di frequenza (INVERTER), collegato all'elettromandrino.
Tutti gli elettromandrini sono trifasi, a frequenza variabile, quindi a velocità variabile da 0 al massimo previsto, con opportuna programmazione del convertitore di frequenza in funzione dello specifico elettromandrino.
| MATERIALE | CARICO DI TRUCIOLATURA (mm) | |
| Minimo | Medio | |
| Legno in massello - duro | 0.152 | 0.381 |
| Legno in massello - tenero | 0.203 | 0.508 |
| Truciolare | 0.254 | 0.635 |
| MDF | 0.203 | 0.381 |
| Plastica rigida | 0.254 | 0.508 |
| Plastica flessibile | 0.381 | 0.635 |
| Alluminio | 0.051 | 0.229 |
Formula = (velocità di avanzamento "/min : RPM) / (Numero dei taglienti) = carico di truciolatura
AVANZAMENTO
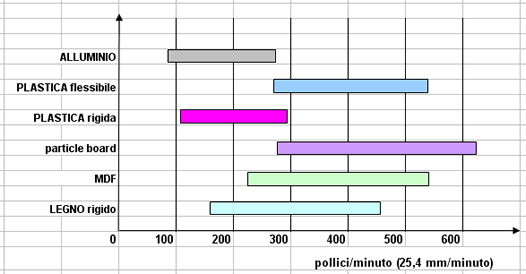
L'avanzamento deve essere equilibrato con la velocità dell'elettromandrino: variando il primo, varia anche la seconda. Avanzamenti troppo bassi riducono la vita dell'utensile e possono lasciare impronte sul pezzo lavorato. L'utensile accumula calore se non asporta materiale a sufficienza e non si raffredda la superficie di taglio. Spesso la scelta ottimale dell'avanzamento si puù fare solo in base a tentativi ed errori. Diamo uno schema generico degli avanzamenti a titolo di punto di partenza. Il vostro fornitore di utensili segnala valori di taglio per i vari materiali lavorati.
ANGOLO DI INCIDENZA
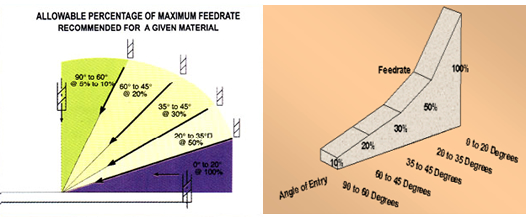
Gli elettromandrini progettati per applicazioni di routing sono equipaggiati con cuscinetti in grado di sopportare alti carichi radiali. In fase di lavorazione del pezzo è importante mantenere bassi carichi assiali, al fine di garantire una maggiore durata dei cuscinetti.
Si consiglia di mantenere l'avanzamento verticale <20% per il primo mm di penetrazione, per poi passare alla totale profondità di taglio prevista mantenendo un angolo di entrata inferiore a 20°.
Ciò consente di mantenere minimo il carico assiale.
Importante evitare limpatto dellelettromandrino sulla tavola, sui fissaggi o sul pezzo in lavorazione.